全局设置 中文 | mm
语言
单位
取消
申请






插入边缘规格概述
|
ISO |
工作材料 |
等级 |
标准 |
低切削力型 |
强边型 |
|||||||||
|
代码 |
α |
W |
珩磨 |
代码 |
α |
W |
珩磨 |
代码 |
α |
W |
珩磨 |
|||
|
H |
淬火钢 |
TCBH510 |
S01015 |
15 ° |
0.10 |
是 |
S01010 |
10 ° |
0.1 |
是 |
S01530 |
30 ° |
0.15 |
是 |
|
TCBH520 |
S01325 |
25 ° |
0.13 |
是 |
S03035 |
35 ° |
0.30 |
是 |
||||||
|
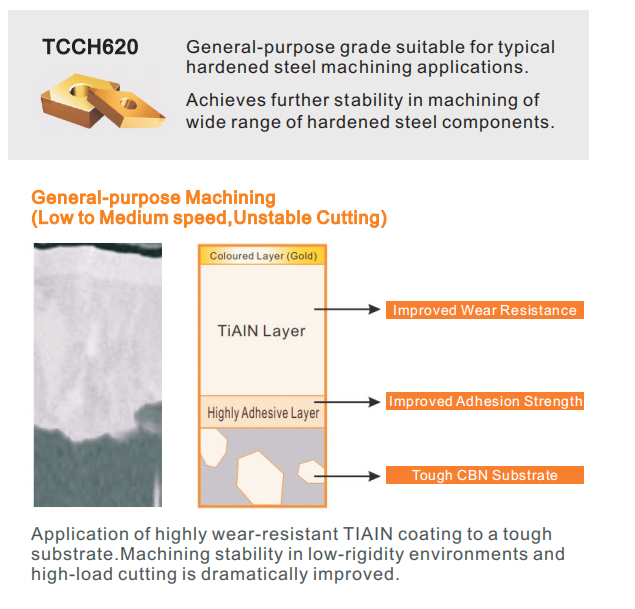
TCCH620 |
||||||||||||||
|
K |
灰色铸造lron |
TCBK100 |
S01520 |
20 ° |
0.15 |
是 |
T01015 |
15 ° |
0.1 |
否 |
S01530 |
30 ° |
0.15 |
是 |
|
HL |
- |
- |
是 |
S03035 |
35 ° |
0.30 |
是 |
|||||||
|
S |
烧结合金 |
TCBX800 |
S01325 |
25 ° |
0.13 |
是 |
T01015 |
15 ° |
0.1 |
否 |
S01530 |
30 ° |
0.15 |
是 |
|
HL |
- |
- |
是 |
S03035 |
35 ° |
0.30 |
是 |
|||||||

|
无涂层 |
等级 |
立方氮化硼 |
晶粒尺寸 |
工作材料 |
特点 |
应用程序 |
|
|
TCBH510 |
50到55 |
3 |
H |
淬火钢 |
淬硬钢加工通用牌号 具有高度的断裂和耐磨性。 |
轴承钢 |
|
|
TCBH520 |
60到65 |
2 |
淬火钢 |
|
轴承钢 |
||
|
TCBK100 |
90到95 |
2 |
K |
灰色铸造lron |
显示磨损和断裂的等级 |
气缸体和气缸盖 |
|
|
TCBX800 |
90到95 |
1 |
S |
烧结合金 |
磨损和断裂改善的牌号 烧结合金的切削阻力. |
烧结零件 气门座圈 |
|
|
TCBS700 |
90到95 |
4 |
耐热合金 |
在精加工中提供较长的刀具寿命 耐热合金 |
航空航天零件 |
||
|
涂层 |
TCCH620 |
65到70 |
2 |
H |
淬火钢 |
利用坚韧的基材以及高度 耐磨和粘合涂层, 在通用中实现长刀具寿命 高效加工。 |
轴承钢渗碳钢 |

|
ISO |
工作材料 |
等级 |
切削条件 |
||
|
Vc(m/min) |
f(mm/rev) |
ap(mm) |
|||
|
H |
模具钢 淬火钢 (>HRC 45) |
TCBH510/TCBH520 TCBH510/TCBH520 |
90-110 120-250 |
0.1-0.2 0.1-0.5 |
0.1-0.5 0.5-2.5 |
|
淬火钢 (>HRC 45) |
TCCH620 |
90-110 150-250 |
0.1-0.2 0.1-0.5 |
0.1-0.5 0.5-2.5 |
|
|
K |
灰色铸造lron |
TCBK100 |
400-1500 |
0.1-0.8 |
3.0 |
|
S |
<16% Co烧结 镍基耐热合金 |
TCBX800 TCBS700 |
20-40 40-100 |
0.1-0.25 0.05-0.2 |
0.1-1.0 0.1-1.0 |