全局设置 中文 | mm
语言
单位
取消
申请





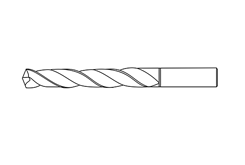
1,为钻头预留1.5 mm-3mm的重磨余量,可以进一步降低刀具成本。
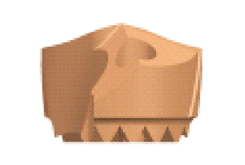
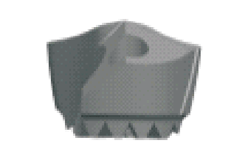
2.可互换的钻头和高刚性合金刀体大大提高了加工精度和效率。
3.钻头和刀体采用径向齿设计,有效地满足了高精度和高强度的要求。
4,内冷却液设计,可充分冷却钻尖,延长刀具寿命,使排屑更顺畅。
5.优化的螺旋设计使排屑更顺畅。
6.强化的边缘处理显著提高了加工寿命。
7.更换钻头快速方便,无需从机床工具上卸下刀架。


|
我所以 |
WOrk件材料 |
H热心 |
第一选择 |
切削速度 |
直径 |
12-16 |
16-20 |
20-33.5 |
|
Vc(m/min) |
||||||||
|
P |
Low碳钢 |
≤HB250 |
TCEA |
80-120 |
饲料 |
0.15-0.30 |
0.15-0.30 |
0.15-0.35 |
|
Alloy钢 |
HB250-320 |
TCPA |
70-120 |
0.15-0.30 |
0.15-0.30 |
0.15-0.35 |
||
|
H加强钢 |
≤HRC45 |
TCPA |
40-90 |
0.10-0.20 |
0.10-0.20 |
0.15-0.25 |
||
|
M |
S无污钢 |
≤ HB200 |
TCMA |
50-90 |
0.10-0.20 |
0.10-0.20 |
0.15-0.25 |
|
|
K |
G射线铸铁 |
- |
TCEA |
50-100 |
0.15-0.30 |
0.15-0.35 |
0.15-0.40 |
|
|
球墨铸铁 |
- |
TCEA |
50-90 |
0.15-0.30 |
0.15-0.35 |
0.15-0.35 |
|
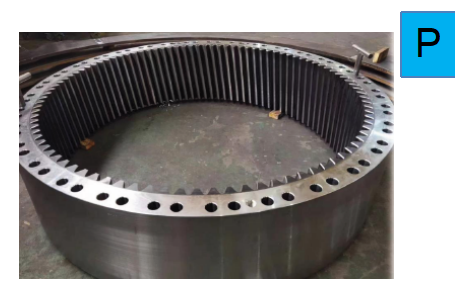
工件类型 |
齿圈 |
法兰 |
|
|
钻头支架 |
TC05-320-XP32 |
TC03-260-XP32/TC10-260-XP32 |
|
|
钻头 |
TCPA3200 |
TCMA2650 |
|
|
工作材料 |
42CrMo(HRC38) |
2Cr13(HB210) |
|
|
|
|
||
|
切割 |
切削速度:Vc(m/min) |
100 |
46 |
|
饲料:f(mm/rev) |
0.2 |
0.12 |
|
|
进给速率:Vf(mm/min) |
160 |
66 |
|
|
钻孔深度:H(mm) |
165 |
240 |
|
|
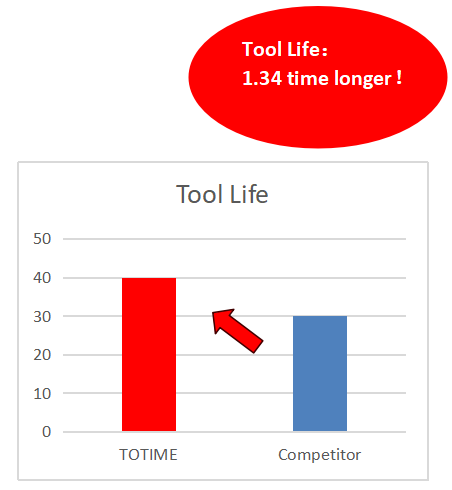
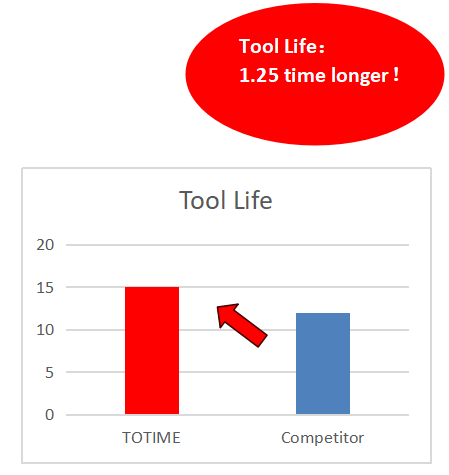
刀具寿命 |
40米 |
15米 |
|
|
冷却形式 |
冷却液 |
冷却液 |
|
|
机器 |
数控机床 |
数控机床 |
|
|
结果 |
|
 |
|