全局设置 中文 | mm
语言
单位
取消
申请





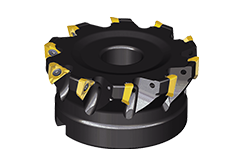
●3切削刃在一个刀片上的高度经济的加工。
●优化的几何形状的积极的刀片保证低切削力和最小的颤振。
●H精算的切割edaes和刀具上的优化定位提供了hiah壁精度和表面粗糙度。
●锋利而坚韧的前倾几何形状可减少切削刃的断裂。
●刀片的三角形形状提高了夹紧刚度和可靠性。
●插入尺寸在10,15毫米覆盖小到大的切割深度。
|
ISO |
工件材料 |
硬度 |
克拉德 |
切削速度 |
饲料 |
|
Vc (m/min) |
fz(mm/t) |
||||
|
P |
低碳钢 |
≤ HB180 |
TE620 |
180-300 |
0.05-0.17 |
|
高碳钢和合金钢 |
HB200-300 |
TE620 |
130-210 |
0.05-0.17 |
|
|
合金钢 |
HB280-350 |
TE620 |
100-180 |
0.05-0.17 |
|
|
M |
不锈钢 |
≤ HB200 |
TE620 |
120-300 |
0.05-0.17 |
|
K |
灰铸铁 |
HB150-250 |
TY720 |
100-280 |
0.05-0.17 |
|
球墨铸铁 |
HB150-250 |
TY720 |
100-180 |
0.05-0.17 |
|
|
N |
铝合金 ≤ 12% Si |
- |
HC200 |
650-900 |
0.10-0.50 |
|
铝合金> 12% Si |
- |
HC200 |
250-320 |
0.10-0.50 |